-
通过测试发现编码器初始角出厂未清零引起,重新识别初始角并清零问题解决。
-
出现这种情况,给定脉冲准确说明指令脉冲没有干扰,而反馈位置不一致,一般是滞留脉冲清除引起,这种情况下可以将滞留脉冲清除输入端子定义无效或者加大开关量滤波时间;
-
两种方式都可以:1.可以将P0.03设为速度模式,通过端子切换多段速度;2.P0.03还是Ethercat模式,通过6060切换速度模式,P0.40设为内部速度,定义输入端子为多段速,通过端子切换多段速度。
-
软件周期任务重入故障。可以从以下三个方面处理:1.P4.29设为1;2.减少没用PDO;3.是否开启闭环弱磁算法,可以尝试关闭
-
在使用多圈绝对值编码器时,固件ARM版本号2.67及以上,状态字6041回零完成标志位,可以实现掉电保持功能。
-
在DA200-N0伺服与控制器正常建立通讯后,上位机菜单栏-工具-EtherCAT参数监控,可以查看PDO映射数据;
-
DA180A-N驱动器在1.19以下版本,需要P4.56为0x101后,速度限制607F才会起作用,设为0x103后,607F无效。
-
但是不能将电容直接并联在驱动器﹢和-,需要加预充电电路防止上电过程的冲击大电流,具体就是要先串联缓冲电阻上完电后再用继电器将缓冲电阻短接;220V系统电容耐压至少需要400V,400V系统电容耐压至少需要800V(2个400V电容串联并加均压电阻);并联电容可以更多地存储减速过程发电的能量,降低制动电阻开启频率,减少制动 ...
-
看看R0.30系统状态和R0.31 IGBT状态;
①如果R0.30系统状态为初始化状态,则说明强电没有;
②如果R0.30系统状态为运行状态,而R0.31 IGBT状态却显示关管状态,则需适当设置P3.43(开关量输入滤波器),默认是1,设成8或者更大一点;
③处于了STO状态。
...
-
原因可能为:
(1)客户外接负载过大导致驱动器的输出I/O电路三极管击穿短路。
(2)外接感性负载为续流二极管或二极管接反等原因。
-
客户上位机脉冲输出信号电源到伺服脉冲输入不匹配,接法有误会导致烧毁。脉冲输入端子第23/24,32/33脚接24V脉冲电源需接外置限流电阻,如不接限流电阻只能使用5V脉冲输入,直接接24V信号需接至31/38脚OCP/OCS信号脚位;
-
不一样,DA180A驱动器控制回路电源直接使用了主回路母线电源,所以在驱动器下电后,我们会发现驱动器面板会过一段时间后再熄灭,当接主回路电源输入时我们只需要接L1/L2/L3即可,控制电源可不接。
-
三种情况:第一种在伺服断电情况下因为插拔电机侧编码器插头或者电池原因低于3V欠压,在重新上电后驱动器出现Er02-9提示;
第二种因更换驱动器原因,因为原点偏移量清零导致的原点位置变化;
第三种情况因为运行工况原因,电机只能一个方向一直运行,当运行一段时间后多圈编码器的圈数会溢出,导致驱动器断电重启后位置发生 ...
-
可以带,可能是初始角不对,重新识别初始角并清零问题解决。
-
P3组开关量输出功能重复时,伺服不会出现报警;开关量 输入功能设置重复时,伺服会出现ER12-0开关量分配重复报警;
-
150kHZ/8000=18.75 r/s.
-
内部段速控制适用场景
物料搬运设备:在自动化仓库的堆垛机、自动导引车(AGV)等物料搬运设备中,通常需要按照预设的几种速度进行运行。比如堆垛机在取货和放货时,可能需要以较低速度精准定位货物,而在水平或垂直移动时,则以较高速度运行提高效率。通过内部段速控制,可预先设置不同的速度段,利用 DI 端子信号选择合适 ...
-
3.1 P2.00(速度环增益):速度环增益主要影响系统的速度响应特性。较高的速度环增益可以使电机在速度指令变化时更快地响应,减小速度跟踪误差,但如果设置过大,可能会导致系统不稳定,产生振荡甚至电机失控。在刚性 15 和刚性 16 下,相同的 P2.00 值理论上会使速度响应特性相似。
3.2 P2.01(速度积分时间):速度积分 ...
-
4.1合理布线:
将伺服驱动器的电源线和信号线分开布置,避免平行敷设,以减少电磁耦合干扰。
尽量缩短电源线和信号线的长度,减少线路上的电磁感应。
对于长距离传输的信号线,采用带有屏蔽层的电缆,并确保屏蔽层两端可靠接地。
4.2优化接地系统:
确保伺服系统有良好的接地,接地电阻要符合设备要求,一般应小于 4 欧姆。 ...
-
系统稳定条件:越内侧的环,要求响应性越高,即电流环>速度环>位置环。
其中,驱动器默认的电流环增益已经确保了充分的响应性,若非电机电感与电阻参数设置异常,一般无需调整。故着重描述位置环与速度环增益调整,由稳定条件可知,速度环响应>位置环响应,故调试原则为先调速度环。
...
 FL3322 压力传感器读取器用于 TS633 PLC606 人气#I/O
FL3322 压力传感器读取器用于 TS633 PLC606 人气#I/O DA200-N伺服面板查看故障记录报警代码是Er21001 人气#通用伺服系统
DA200-N伺服面板查看故障记录报警代码是Er21001 人气#通用伺服系统 关于DA200-N通过总线驱动器通过参数0x4000933 人气#通用伺服系统
关于DA200-N通过总线驱动器通过参数0x4000933 人气#通用伺服系统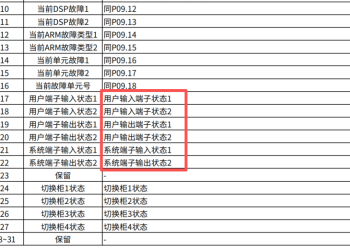 GD5000 profibus DP通信报文给定值和实际值8441 人气#高压变频器
GD5000 profibus DP通信报文给定值和实际值8441 人气#高压变频器