-
DA200A-E-016-T-2+IMS20B-18M44C15C-4-M4-A, 三套同时使用,请给出具体的接线方法,以及参数的设置。共直流母线的好处意见风险所在。
-
-
现场使用伺服面板按键R3.22查看前3次故障记录,伺服面板显示的确实是Er24-3,与上位机的故障记录不一致,上位机显示Er24-13,所以读取故障记录时尽可能通过上位机读取。
-
0x4000故障码显示数据类型,默认0,原方式,主码高8位,子码低8位; 0x4000故障码显示数据类型为1时:十进制,主码在百位、千位,子码在个位、十位;
-
正常使用时要求两路安全输入端子要同时断开或者闭合,满足正常使用,其它的一路安全输入端子断开或者闭合,可以认为非人为的误操作动作;
1、当安全输入1断开或安全输入1的内部电路出现异常,但安全输入2及其内部电路正常,面板会先提示sto-in,持续1秒后,报出10-9故障;【STO1的输入或内部电路出现异常】
2、当安全输入2 ...
-
目前软件优化短路检测报出机制,短路检测由每次使能检测改为每次上电或软复位的时候检测一次,可以P0.76设为0屏蔽短路检测。
-
英威腾DA200追剪功能参数详解一、接线准备此客户方案为牵引伺服分频为凸轮轴主轴输入,具体接线如下: 二、调试过程 参数详细解释1.检查电机接线和电机参数:点动测试正常;2.脉冲输入参数设置和测试:P0.20: 电子凸轮输入 P0.23:正交编码; 测试脉冲输入的方向(点动主轴通过观测R1.11 R1.21 R1.22参数可确定方向 ...
-
1.检查联轴器是否打滑,负载是否存在过重导致定位不完全;
2.脉冲+方向的控制形式时,换向运行时应该先切换方向,然后再发指令脉冲;
3.使用屏蔽双绞线,P3.90脉冲滤波调整,并将脉冲的24V单独供电。
-
博途-设备视图-点击报文/32 Byte IN/OUT,查看系统常数标签页,可见硬件标识符数值
-
DA200A-F的111报文硬件限位和软件限位关联以上状态位。
-
第三方PLC,使用DA200-E,走集电极开路脉冲,按照说明手册接线后,开机启动,老是报Er18-0,有什么排查思路吗
-
-
偶尔出现可以P0.76设为0屏蔽对地检测报警。
-
目前DA200A-P高配机型只支持PT100类型,温度传感器接到第二编码器CN5接口。
-
在带第三方电机时,可以P4.45=0x0001,屏蔽电机码校验故障。
-
支持单相,但是单相的时候,需要降额试用;当接单相输入时,需要将P0.30设为单相输入,否则会报Er10-6交流电源输入缺相报警。
-
LED 数码管显示 POW.OFF 时,表示当前主回路断电。除了控制回路电源从母线取电,在正常断电提示外,在使用时需要注意A体积主回路接L1和L2,NC内部悬空,不接线。
-
报警机制:
1)电机电源线和编码器线是否存在接线定义错误;
2)电机参数识别是否正确(电机码或者电机参数);
原因及对策:
该功能主要用于装机调试阶段防止因以上问题造成失控飞车,对设备进行保护。所以设计的保护门限值比较低,检测装置非常灵敏。而当设备正常运行时,负载的变化是非常大的,各个功率段匹配的负载率也 ...
-
ER05-1为电机代码未输入故障 可查看电机铭牌 通讯式编码器上电会自动读取 非通讯式编码器需要按照铭牌设置。
-
鄙人第一次使用英威腾伺服驱动器,拜读多次说明书后终于可以使伺服基本能工作状态,但是响应速度始终很慢速度提不上去(不能改变脉冲数),烦请哪位老师指点一二
 FL3322 压力传感器读取器用于 TS633 PLC606 人气#I/O
FL3322 压力传感器读取器用于 TS633 PLC606 人气#I/O DA200-N伺服面板查看故障记录报警代码是Er21001 人气#通用伺服系统
DA200-N伺服面板查看故障记录报警代码是Er21001 人气#通用伺服系统 关于DA200-N通过总线驱动器通过参数0x4000933 人气#通用伺服系统
关于DA200-N通过总线驱动器通过参数0x4000933 人气#通用伺服系统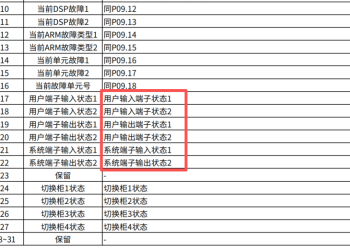 GD5000 profibus DP通信报文给定值和实际值8415 人气#高压变频器
GD5000 profibus DP通信报文给定值和实际值8415 人气#高压变频器