-
支持1、2、3、5、7、9号、102、105、110、111、750号报文;同时参数号和modbus通信地址一样。
-
电机长时间超负荷运行和短时间负载过重,伺服检测出以下情况会报出18-0电机过载故障。驱动器根据V.W检测的实时输出的电流,换算为电机负载率,当电机负载率超过115%时驱动器报18-0故障,此时输出电流已达额定电流的2-3倍或输出电压利用率达到最大,并持续了一段时间。在运行时监控当前转矩和当前电流,看转矩变化和电流变化 ...
-
1、编码器类型:电机是多圈绝对值编码器设置为循环绝对编码器,驱动器P0.70需设为1;电机是单圈绝对值或者2500线编码器设置为增量编码器,驱动器P0.70设为0;2、编码器组态配置:(1)取消勾选运行时自动应用编码器值(在线);(2)每转增量设为编码器的分辨率,例如2500线编码器设为10000、17位编码器设为131072、23位编码 ...
-
在自动控制系统中,能够以一定的准确度响应控制信号的系统称为随动系统,亦称伺服系统。
-
DA200N型,将参数P4.43的Bit7位设置为1DA180N型,将参数P4.56的Bit7位设置为1
-
QDA200系列报ER18-0怎样解决?故障码含义为“电机过载故障”。原理是取给定电流与反馈电流的最大值,根据电流判断是否过载。可能导致该故障的原因较多,判断思路如下:(1)查看驱动器的动力线是否按照U-V-W相序正确连接。如果未连接动力线、动力线连接不牢靠、相序错误,会导致报18-0;(2)测试驱动器的初始角,确认是否 ...
-
2-6故障为编码器通讯超时或帧错误,只有绝对值编码器会报此故障,此类编码器以485通讯为物理层接口。1.若还未使能运行就报,可能P0.01编码器类型设置与实际编码器不匹配,未接编码器,编码器插头松动,断线,编码器内部损坏,驱动器内部电路异常等。2.若使能运行后偶尔报,通常是由于干扰引起。检查驱动和电机的地线,确保 ...
-
如果工艺轴启用DSC功能则必须使用IRT模式,如果不启用可以使用RT或IRT;
-
精度高:伺服系统的精度是指输出量能复现输入量的精确程度。包括定位精度和轮廓加工精度。
-
可以读取R1.01状态。
-
伺服系统按系统结构可分为开环伺服系统、闭环伺服系统、半闭环系统、复合控制系统。
-
标准型伺服驱动器有3路输入(1路16bit,2路12bit)非标准型伺服驱动器只有2路输入(2路12bit)
-
一般处理方法是将P0.00设置成0然后重启,有时需要重新将P0.00所显示的电机型号参数重新输入一遍。
-
1、在驱动器未使能的情况下,电机被负载拖动是不会损坏驱动器。2、在驱动器使能的情况下,电机被拖动转动,直流母线电压到达泄放阈值会通过泄放电阻来起作用。
-
Q伺服运行环境差,可能会导致的问题及解决措施?金属粉尘,潮湿的油污,粉尘等,散热器上有孔,会将金属粉尘吸入机器内,一般会将粉尘聚集在母线电压检测电阻上和IGBT驱动信号电路上,导致母线电压检测线路和驱动线路上电阻锈蚀失效或串入电阻,引起驱动器故障。如果伺服要应用在金属粉尘,潮湿的油污,粉尘等环境中,需做 ...
-
稳定性好:稳定是指系统在给定输入或外界干扰作用下,能在短暂的调节过程后,达到新的或者恢复到原来的平衡状态。直接影响数控加工的精度和表面粗糙度。
-
直接使用P4.34屏蔽此故障。
-
1路,在配置PDO参数时,要注意不要配置第2路,配置错误会读不到驱动器的DI/DO信号
-
1、检查编码器插头松动;2、排查编码器信号线 某相是否线断;3、若线缆客户自备排查,编码器 A/BA/BA/B反相。4、排查干扰是否噪音引起的通信中断或数据异常;5、加大P9.84检测断线时间;6、检查编码器类型与铭牌是否对应(质量问题),导致驱动器不支持编码类型; ...
-
伺服不使能,故障清除可以通过sdo关联P4.90(Canopen通讯地址0X245A)清除;或者控制字6040写128
 FL3322 压力传感器读取器用于 TS633 PLC608 人气#I/O
FL3322 压力传感器读取器用于 TS633 PLC608 人气#I/O DA200-N伺服面板查看故障记录报警代码是Er21001 人气#通用伺服系统
DA200-N伺服面板查看故障记录报警代码是Er21001 人气#通用伺服系统 关于DA200-N通过总线驱动器通过参数0x4000935 人气#通用伺服系统
关于DA200-N通过总线驱动器通过参数0x4000935 人气#通用伺服系统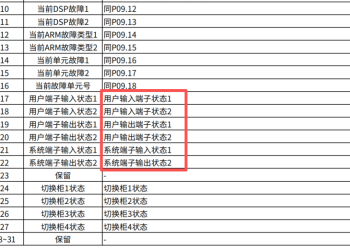 GD5000 profibus DP通信报文给定值和实际值8476 人气#高压变频器
GD5000 profibus DP通信报文给定值和实际值8476 人气#高压变频器