-
脉冲模式,可以更改P0.24,速度模式,调换模拟量信号线或接速度取反信号,转矩模式下更改P0.61或者接转矩指令方向。
-
在施耐德软件上,按照如下图配置设置。1、主站设置,包括波特率、节点号、同步信号以及心跳设置。2、从站设置,包括节点号,心跳设置,hearBeat消耗设置。3、从站设置-PDO映射及PDO属性。4、从站设置-PDO变量监控设置及变量映射5、从站设置-从站状态(故障诊断) ...
-
默认的方式是:当R0.04<3.50设定值维持500ms
-
将相关控制字60B8的bit1或bit9置1进入连续模式,若bit4/bit12探针锁存器为1则启用位置捕获,如果有信号则会一直捕获位置信息,60B9的bit6/bit14会翻转
-
不同型号的CPU带的IO设备数量不同,理论支持最大节点数254。
-
不需要,IntermediateStop是暂停信号,信号恢复后驱动器会重新运行。
-
可以。P0.67的速度限制选择1内部速度,P3.00-09定义:0A速度选择1,OB速度选择2,二进制方式对应P0.46-P0.49的速度限制。
-
打开ServoPlorer伺服调试软件,通讯连接上后,在工具里面选择批量读取及恢复,在之后的界面点击开始读取(如果不是读取功能需要在出现的界面点击左侧的功能切换),读取成功后点击批量文件保存。保存好不同伺服的参数各一个文件后,同样在批量读取及恢复界面点击对比功能,在弹出的批量参数文件对比界面选择保存好的两个参 ...
-
选择2.68版本
-
不同于DA200-F型伺服,参数读写使用非周期通讯实现,目前V2.67、V2.68版本支持部分参数读写,参数列表详情可联系技术人员获取。
-
1、检查UVW三相接线,可通过排查硬件接线,一般为V、W相错误,调换接线;也可通过P8.81相序测试排查。2、检查P8组电机参数,如不正确通过P00.00写0断电重启。
-
三相220V电源分别接主回路LI、L2、L3,控制回路L1C、L2C不需要接
-
伺服DA200中N0,D0,F0类型CN1定义跟标准型伺服不同,上述接线方式为DA200中N0,D0,F0的抱闸接线方式。
-
D0表示Profidrive总线型
-
伺服通过上位机软件参数R0.60(中功率电机温度)可以查看带温度电阻KTY84-130 的中功率电机的当前温度,默认电机温度采样功能关闭,根据实际电机温度保护需求设置P4.45(中功率电机温度保护阈值)为非零值。仅在P4.45 设置值不为零时采样工作。电机中功率段范围:7.5kW~55kW。 ...
-
1、排查电机参数是否正确2、外置制动电阻功率、电阻设置,P4.34为外接3、根据现场测试,拿到测试的工作电流,根据最小电阻、电流,计算P=I*I*R
-
主回路充电指示灯CHARGE不亮,测量下母线有没有电压,如果母线有电压有可能LED灯损坏;如果母线没有电压,确定RST输入有电的话,一般为产品内整流桥损坏。
-
P4.92参数恢复出厂参数不会初始化掉P8组电机参数。
-
F0表示Profinet总线型驱动器
-
DA200防护等级是多少?
 FL3322 压力传感器读取器用于 TS633 PLC608 人气#I/O
FL3322 压力传感器读取器用于 TS633 PLC608 人气#I/O DA200-N伺服面板查看故障记录报警代码是Er21002 人气#通用伺服系统
DA200-N伺服面板查看故障记录报警代码是Er21002 人气#通用伺服系统 关于DA200-N通过总线驱动器通过参数0x4000936 人气#通用伺服系统
关于DA200-N通过总线驱动器通过参数0x4000936 人气#通用伺服系统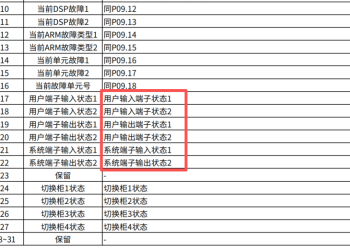 GD5000 profibus DP通信报文给定值和实际值8507 人气#高压变频器
GD5000 profibus DP通信报文给定值和实际值8507 人气#高压变频器