-
方法一:D0伺服P4.76设为3(IO输入状态),用111报文的PZD12获取IO状态值(对应伺服R1.00值)方法二:伺服遇限位时,FB284的ActFault引脚为16#0835,十进制2101是反向超程报警,ActFault引脚为16#0834,十进制2100是正向超程报警
-
伺服驱动器,编码器中断会导致什么故障?
-
步进电动机正常工作时,每接收一个控制脉冲就移动一个步距角,即前进一步。若连续地输入控制脉冲,电动机就相应地连续转动。步进电动机失步包括丢步和越步。丢步时,转子前进的步数小于脉冲数;越步时,转子前进的步数多于脉冲数。 一次丢步和越步的步距数等于运行拍数的整数倍。丢步严重时,将使转子停留在一个位置上或 ...
-
配合V2.62版本使用;用于V2.63版本时须将FB1功能块中静态变量CW_8删除,程序段1中CW_8删除,同时OB1块更新块调用。
-
1、F0驱动器支持 V0 协议版本(支持PKW+PZD 模式, PPO 类型 5(Type5))、 V0-1 优化协议,不支持PROFIdrive 报文,不支持西门子PLC标准功能块。2、D0伺服驱动器基于 PROFINET IO 以太网的实时协议与控制器通信,采用 PROFIdrive 报文实现驱动控制,支持的通讯报文有 1、2、3、5、102、105、7、9、110、111 和附加报文750 ...
-
欧姆龙搭配第三方驱动器时候,由于伺服通讯响应时间过长,导致会出现上电初始化故障。在确认驱动器软件版本是最新情况下,可以将项目名称-电缆总长度由默认的1000m更改为9000m。
-
在追剪应用过程中,经常面临着工人生产断电再上电之后要重新回零啮合,这样就使得之前未完成加工的材料浪费,DA200在标准凸轮功能之上增加了掉电位置记忆功能,再次上电时,继续按照掉电之前的凸轮规划曲线运动,防止了材料浪费。设置参数:P7.00:追剪曲线P7,.02:端子有效P7.03:脉冲输入P7.08:ECAM后立即啮合P7.23: ECAM啮 ...
-
在官网下载的DA200系列伺服PROFINET资料中文版_技术指南_GSD文件及配置表,里面有4个GSD文件。其中是第一次修改,使用IRT模式通讯周期时间最小为1ms,较于延长了IRT模式的通讯周期时间(1ms改为4ms),RT模式忽略。因为与模块识别名称一样,为了区别名称增加了, 使用于不能加载V2.32版本的系统,此版本为V2.33。 ...
-
这种是电机的轴承油脂被冻住了,然后在运行一会在随着电机产生的热量将凝固的优质润滑了(可能对电机的寿命有影响),可以将电机轴承的油脂换成低温油脂,还可以选择低温电机。
-
请问DA200系列伺服如何使用内部点位控制?具体如何操作呢?
-
为了防止ERR0M刷坏,伺服内部不会保存这些参数,需通过PLC数据断电保持
-
上位机配置表不正确,只有DA180/300有自举时间
-
各位大神,本人是小白,这两个伺服驱动器版本号不同,一个是V2.64 V1.23 一个是V2.67 V2.26 为啥有2个版本号,各代表什么意思? 下面的伺服驱动器能代替上面的使用不?非常感谢
-
出厂伺服系统电机代码匹配正确后,P4.31/P4.32/P8.12会随之更改。伺服电机最高转速受参数P4.31/P4.32/P8.12限制,如果伺服电机最高转速不能满足要求,可以尝试提高转速限制值,正常的设置值P4.31=P8.12,P4.32=P4.31+200,P4.32是电机超速水平阀值,当电机转速超过P4.32值后,驱动器会产生Er19-0超速报警,所以P4.32设置值 ...
-
将其三个伺服的转矩输出限制在百分之百以内,调整参数P0.10
-
请问DA200系列如何配置使用Ethercat通讯?具体如何操作?
-
两者点动结束时会从速度模式切换为位置模式,减速时间不起作用,需更新软件。
-
F0支持profinet io,其他西门子报文不支持。D0支持西门子1,2,3,5,7,9,102,105,110,111报文,附加报文750F0功能块需要客户自己编写,D0伺服功能块是现成的。
-
2.60版本以上都支持
-
火炮的控制,船舰
 FL3322 压力传感器读取器用于 TS633 PLC608 人气#I/O
FL3322 压力传感器读取器用于 TS633 PLC608 人气#I/O DA200-N伺服面板查看故障记录报警代码是Er21001 人气#通用伺服系统
DA200-N伺服面板查看故障记录报警代码是Er21001 人气#通用伺服系统 关于DA200-N通过总线驱动器通过参数0x4000933 人气#通用伺服系统
关于DA200-N通过总线驱动器通过参数0x4000933 人气#通用伺服系统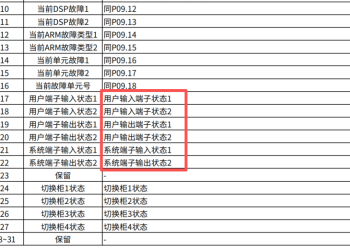 GD5000 profibus DP通信报文给定值和实际值8465 人气#高压变频器
GD5000 profibus DP通信报文给定值和实际值8465 人气#高压变频器